粘贴小报
粘贴小报
【技术帖】钢和碳纤维增强材料胶接研究现状
发布时间:2019-06-25
摘要:碳纤维增强复合材料(CFRP)由于轻质高强,广泛应用于航空航天和汽车工业领域。金属传统的连接方式如焊接对金属和CFRP的连接有较多限制,所以目前CFRP和钢的连接主要还是胶接和机械连接。本文主要归纳了胶接的作用机理和失效形式及胶-铆混合连接的优点,总结胶接主要工艺参数:胶层厚度、粘结长度及表面处理对接头强度的影响,最后对该领域依然存在的主要问题和未来研究工作提出自己的看法。
关键词:胶接 胶层厚度 粘结长度 表面处理
![]()
碳纤维增强复合材料(Carbon fiber reinforced plastic/polymer,CFRP)是由堆叠编织的碳纤维丝束作为增强体,树脂(塑料)作为基体的复合材料,具有超高的比强度和刚度[1-3],其在航空航天领域已经有了较为成熟的应用;近年来,随着成本的降低及技术发展,CFRP已经在国际汽车领域有了广泛的应用[4],比如宝马I3及兰博基尼的Murciélago均采用了全CFRP单壳体车身。此外,多种CFRP结构件也大量应用于诸如宝马、大众、奥迪、尼桑GTR、阿斯顿马丁等车企[5]。但在国内的汽车领域,CFRP的应用水平仍然落后于国际水平。
与传统的钢、铝等金属材料相比,CFRP具有明显的性能优势,例如密度小、强度高、韧性好、阻尼高、抗振性能好、优秀的耐热性、极佳的抗疲劳性能、抗腐蚀与抗辐射性能、成型工艺多、可设计性好及良好的抗冲击性和能量吸收能力[2]等;同时CFRP可以满足汽车工业对于轻量化、安全性及舒适度等要求[5],因此钢或铝合金与CFRP的连接问题是亟待解决的关键问题。对于焊接等传统的连接方式,并不适宜用在非金属与金属异质材料连接,因此胶接和胶-铆混合连接的出现极大地促进了CFRP的使用和发展。胶接和胶-铆连接技术在航空和汽车制造业发挥的角色越来越重要,且钢作为一种常用材料和CFRP的连接对汽车轻量化具有重要意义。本文主要归纳了胶接和胶-铆发展现状,论述了胶层厚度、粘结长度及表面处理等工艺参数对钢和CFRP胶接接头强度的影响,在此基础上指出该领域目前尚存的问题及对未来发展提出展望。

胶粘连接是一种通过使用胶粘剂将两个零件进行连接的方法。利用胶粘剂与被连接件界面之间产生机械结合、化学键合等方法实现被连接件的连接[6]。
由于胶接是一门涉及高分子、物理及化学等多种学科的交叉学科,因此胶粘机理较为复杂。目前主要的胶粘机理有以下几种[7-11]:(1)吸附理论,认为界面结合强度主要来自分子间作用力;(2)静电理论,认为基材表面和胶粘剂表面可以看成一个电容器形成双电层,从而产生静电引力;(3)扩散理论,认为胶接表面通过分子相互扩散形成过渡区,实现被连接件和胶粘剂的连接;(4)机械结合理论,认为接头的强度来源于摩擦力,提高被连接件表面粗糙度可以提高接头强度;(5)化学键理论,认为胶粘剂和被连接件表面发生化学反应,产生新的化学键,最终实现胶粘剂和被连接件之间的界面结合;(6)弱界面层理论,认为胶接的界面结合强度会受到弱界层的影响,从而降低接头强度。但以上理论都只能解释部分现象,对于胶接的复杂性还应该开展更深入的研究。
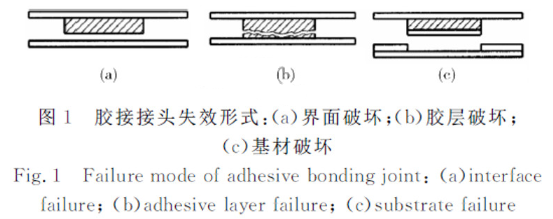
如图1所示,复合材料板型构件主要的胶接接头失效形式有四种,包括三种纯粹断裂及混合断裂。胶层破坏(内聚破坏)完美地发挥了胶粘剂的性能,是理想的胶接接头破坏形式。但是实际应用中,很少出现纯粹的胶层破坏,而是多以胶层破坏与界面破坏混合为主。混合破坏以三种纯粹破坏形式的比例表示,胶层破坏或基材破坏的比例越高,说明胶接接头的质量和性能越好。
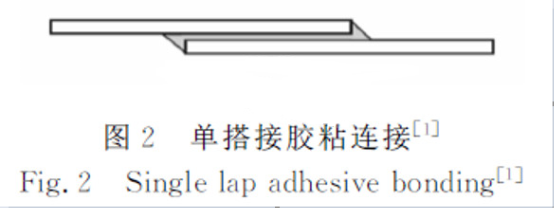
胶接有多种连接方式,如单搭接、双搭接、斜接、梯形接法等,通常研究较为广泛的是单搭接,为复杂连接提供了力学基础[11],图2为典型单搭接方式。
胶-铆混合连接则利用了机械连接和胶粘连接结合的方式,通常具有两种工艺方法,一种是先胶接,等胶层固化之后再铆接,另一种是当胶层还未固化即进行铆接,在胶粘剂固化之后进行胶接可以提高接头质量。
两种连接的混合应用可以使接头处的胶和铆钉分担负载,提高接头性能,尤其是在过载或者大疲劳应力条件下[12-15]。如果设计得当,相比于单纯的胶粘连接,胶-铆混合连接可以克服胶接抗剥离应力和劈裂应力弱的缺点,有效延缓或者阻止胶层的损伤扩展,提高抗冲击、抗剥离、抗疲劳、抗蠕变等性能。并且,对比单纯的机械连接,胶-铆混合连接可以减少机械紧固件的使用从而减轻质量并提升结构效率。不幸的是,胶-铆混合连接仍然存在孔应力集中的问题。
Bodjona等[16]通过对单螺栓单搭接胶-铆复合材料连接进行建模计算载荷分担,并通过实验发现螺栓能够分担将近40%的总外加负载。Kweon等[17]通过实验测试比较CFRP和铝合金的两种不同胶粘剂和三种不同连接方式(胶接、铆接、胶-铆连接)的接头性能,发现使用膏状胶粘剂时,胶-铆连接的平均强度均高于胶接和铆接,并且达到另外两种连接方式强度总和的84%。另外,Kelly等[18]通过对CFRP胶-铆混合接头的测试发现相比于胶接接头和铆接接头,胶-铆连接接头的疲劳寿命延长了一个量级。同时通过背面应变技术发现胶-铆连接接头裂纹萌生减缓,且螺栓的存在也阻碍了裂纹的扩展,从而延长疲劳寿命。以上研究表明胶-铆连接可以提高接头的抗疲劳性能,但是胶粘剂的性质对接头性能的影响,及环境因素如湿度和温度等对接头性能的影响还需做进一步研究。
![]()
2.1胶层厚度对胶接接头强度的影响
大量文献研究了胶层厚度对胶接接头力学强度的影响[19-28],通常胶层较薄时的性能高于胶层较厚时,因为接头端部会有应力集中,胶层薄时的应力集中小于胶层较厚时。
Ji等[19]对双悬臂梁(DCB)接头做断裂韧性测试发现,复合材料层板随着胶层厚度的增加,界面强度和断裂韧性增加。但是钢作为基材时,接头性能恰恰相反,随着粘结厚度的增加,界面强度和断裂韧性降低。Naito等[20]通过对单搭接接头和对接接头做拉剪试验(聚氨酯胶作为胶粘剂,铝板作为基材)发现,随着粘结厚度的增加,对接接头的拉伸强度降低,但是胶层厚度对单搭接接头的剪切强度并无影响。并且大量研究发现最适宜的胶层厚度为0.1~0.5mm[21-22,27-28]。
Lee等[23]通过微观表征探究了胶层厚度对接头强度的机理,了解了五种不同胶层厚度(0.1mm、0.3mm、0.7mm、1.5mm、2.1mm)对紧凑拉伸(CT)试样断裂韧性的影响,发现胶层厚度小于0.3mm时,断裂韧性随着胶层厚度的增加而增加,当胶层厚度增加到0.7mm时,断裂韧性显著降低,此后随着胶层厚度的增加,断裂韧性基本稳定在一个平台。通过微观表征发现,当胶层厚度较小时界面损伤区和主裂纹距离较近,由于能量可以在界面处耗散会降低裂纹尖端的应力集中,所以断裂韧性高于体相断裂韧性;当胶层厚度较大时,界面附近损伤区比较小且和中间主裂纹距离较远,影响不大。
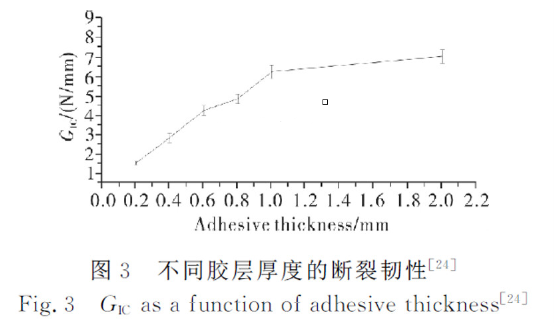
Banea等[24]测试了聚氨酯胶(SikaForce17888 L10)的胶层厚度对界面强度和拉剪强度的影响。用工具钢(DIN 40CrMnMo7)制作DCB试样,用高强钢(DIN C65 heat treated)作为测试搭接接头拉剪强度的试样。DCB试样和搭接试样均先经过表面处理:喷砂和丙酮清洗,再进行胶接。DCB试样断裂韧性(GIC)和胶层厚度的关系见图3,当胶层厚度小于1mm时,GIC随着胶层厚度的增加近似线性增加,然而胶层厚度从1mm增加到2mm时,GIC增加20%左右。这是因为随着胶层厚度的增加,胶层中缺陷的数量(如微孔)会增加,而且基材对胶层的约束也降低。因此随着胶层厚度的增加GIC会慢慢变为一个平台。
CT试样搭接接头拉剪测试发现随着胶层厚度的增加,搭接接头可承受的最大剪切应力缓慢变小。Banea等[24]研究发现,当胶层厚度从0.2mm增加到0.5mm时,拉剪强度大约降低了4%,增加到1mm时拉剪强度大约降低了13%,增加到2mm时拉剪强度大约降低了31%。而Grant等[25]同样将钢作为基材、用环氧树脂作为胶粘剂的单搭接接头拉剪试验发现,随着胶层厚度的增加,接头拉剪强度快速下降,胶层厚度增加到2mm时,拉剪强度下降达到了66%,表明环氧树脂胶胶粘剂对厚度增加在拉剪强度上表现更为敏感。以上都是只使用一种胶粘剂来研究胶层厚度对接头强度的影响,但由于不同的胶粘剂固有性质如粘度等不同,也会导致最适宜胶层厚度不同。因此下阶段的研究应当考虑胶粘剂固有性质和胶层厚度的关系及进一步研究胶层厚度影响接头强度的机理。
2.2粘结长度对胶接接头强度的影响
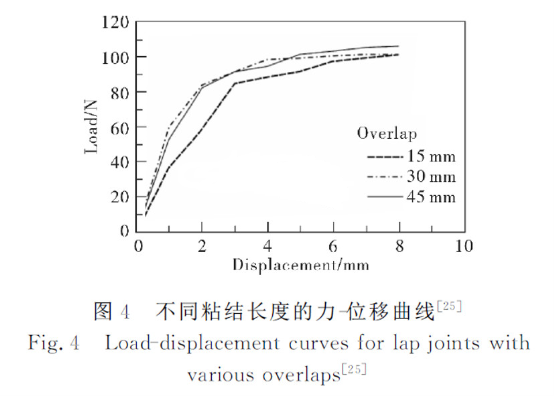
Grant等[25]研究了三种粘结长度(15mm、30mm、45mm)对接头强度的影响,其中钢板长度为102.5mm。研究发现当粘结长度为30mm时,接头强度最好(如图4所示)。杨艳[29]设置了五种参数(10mm、20mm、30mm、40mm、50mm)对钢板长度为100mm 的单搭接接头强度进行了有限元仿真模拟,发现粘结长度小于30mm时,失效载荷随着粘结长度的增加基本呈线性增加,而粘结长度超过30mm时,失效载荷增长缓慢,趋向于一个平台,考虑到经济效益,最适宜的粘结长度为30mm。
2.3表面处理对胶接接头强度的影响
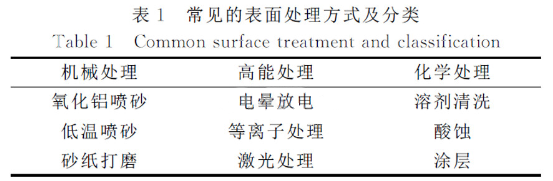
表面处理通常是胶粘工艺中第一步也是最重要的一步工艺,胶粘工艺中胶接表面的表面处理直接影响着被连接件的胶粘连接及胶-铆混合连接的接头质量[30-31]。胶接表面处理的目的包括除去表面污染物、提高表面能来提高润湿性以及化学键合力、提高表面粗糙度来提高机械咬合与胶粘剂的接触面积,从而提高接头质量。常用的表面处理方式可以分成机械处理、高能处理和化学处理,具体表面处理方式及分类见表1。
钢的表面通常用表面能、表面化学成分及表面粗糙度和形貌[32]这三个指标来表征,它们均会对接头强度有重要影响。钢常用的表面处理有机械处理、激光处理、化学处理。
Fernando等[33]通过对钢表面经过五种机械处理(丙酮清洗、100Cw砂纸打磨、0.5mm 砂喷砂处理、0.25mm 砂喷砂处理、0.125mm砂喷砂处理)发现经过砂纸打磨后钢表面粗糙度最高,其次是0.5mm砂喷砂处理,且随着喷砂所用砂直径变小,钢表面粗糙度降低,丙酮清洗后,钢表面粗糙度最低。喷砂处理后钢表面的表面能最高,其次是砂纸打磨。对接接头拉伸应力测试发现0.125mm喷砂处理后钢表面的拉伸强度高于0.5mm喷砂处理后钢表面的强度,0.25mm喷砂处理后钢表面强度最小,喷砂处理后钢表面的拉伸强度均大于砂纸打磨和丙酮清洗后的拉伸强度。而单搭接拉剪测试中发现喷砂处理后的钢表面最大剪切力随着喷砂直径减小而增加。同样,喷砂处理后的钢表面最大剪切力大于砂纸打磨后钢表面的最大剪切力,丙酮清洗后钢表面的最大剪切力最小。研究结果表明:表面能大小对胶接接头强度起到了决定性作用。
Marco等[34]使用低能激光烧蚀的方法对304不锈钢进行表面处理,通过各种表征方式发现处理后铝合金表面的CO极性基团含量与表面润湿性得到了提高,并且经过激光处理后的钢表面粗糙度也有所提升,最终提高了胶粘连接的接头性能强度。Kamil等[35]使用不同压力(50MPa、100MPa、150MPa)水冲击对不锈钢进行表面处理,发现与320目砂纸打磨处理对比水冲击处理后的不锈钢的表面粗糙度显著提高,平均表面粗糙度(Ra)增加至9.3μm。水冲击为50MPa时,表面处理后不锈钢的最大剪切应力和320目砂纸打磨处理的相同,当压力增到100MPa,剪切强度提高了28%;压力增到150MPa时,剪切强度反而下降,低于砂纸打磨处理的剪切强度,这可能是由于产生了大量微米级沟壑,胶粘剂不易进入,从而降低了浸润性,导致不锈钢剪切强度下降。
CFRP的表面处理一般采用机械处理[36]、等离子处理[37-38]、激光处理[39-40]、离子辅助反应[41-43]等方式。Encians等[44]经过研究发现机械处理,如砂纸打磨和喷砂,可以减少CFRP表面的氟、增加表面粗糙度并提高表面活性和润湿性。
2002年,Rhee等[43]采用Ar+ 离子辅助反应的方式对CFRP进行表面处理,发现CFRP接触角从80°下降到8°,表面能从31×10-7J/cm2 提高到了72.4×10-7J/cm2,T-剥离强度和剪切强度均有大幅提高。2011年,Zaldivar等[39]使用O2、CO、CO2作为活性气体对CFRP表面进行等离子处理,并与机械处理进行对比。他们发现等离子处理能够在CFRP表面合并含氧官能团并提高材料亲水性,相比于机械处理方式,接头搭接剪切强度提高了75%。2012年,Fischer等[35]使用UV激光器和CO2激光器对CFRP表面进行激光表面处理,发现激光表面处理方式选择性的去除了CFRP基体树脂而不损伤碳纤维,提高了胶接强度。同时这种处理方式避免了热损伤,使其主要破坏方式为胶层内聚破坏,充分发挥了胶层强度。
以上研究表明合适的表面处理可以大大提高接头力学性能,但是表面处理作用机理不同,一些是改变表面能一些是改变粗糙度,因而对接头强度的影响方式不同,接下来的研究可以关注这两种作用各自占的比例,从而更加深入理解表面处理对接头强度的影响。
![]()
航空航天及汽车工业的发展使CFRP的应用越来越广泛,目前CFRP与金属钢的连接方式主要为胶接和胶-铆连接方式。由于不同的工艺参数如胶层厚度、粘结长度及表面预处理的方式对接头质量有着重大影响,所以研究它们的作用机理及影响方式是必要的。为了进一步提高接头性能的稳定性,可以从以下几个方向开展下一步的研究:
(1)胶粘剂和基材表面的作用机理。目前的胶粘机理繁多且只能解释部分现象,更深层次地研究可以帮助实现更好的接头质量和稳定性。
(2)环境因素的影响。由于胶接件是为了投入使用,所以必然要考虑到环境因素如温度、湿度等对接头质量的后续影响。
(3)从胶粘剂本身的性质出发研究胶层厚度对接头质量的影响。由于胶粘剂固有性质不同如粘度及固化时间等可能导致最适宜胶层厚度不同,因此从胶粘剂固有性质出发考虑具有不同粘度的胶粘剂最适宜的胶层厚度对胶接工艺具有指导意义。
(4)表面处理对接头的作用机理。目前主要是从表面的表征方面来探讨表面处理如何影响接头质量,如提高粗糙度使机械互锁能力或表面能提高,增加极性基团的含量使被连接件表面的浸润性和分子扩散能力提升,从而增强了接头强度。但两种方式的占比尚不清楚,是各自影响还是相互作用等都需要进一步研究。
来源:汽车材料网